ฝากข้อความ
เราจะโทรกลับหาคุณเร็ว ๆ นี้!
ข้อความของคุณจะต้องอยู่ระหว่าง 20-3,000 ตัวอักษร!
กรุณาตรวจสอบอีเมลของคุณ!
ข้อมูลเพิ่มเติมช่วยให้การสื่อสารดีขึ้น
ส่งเรียบร้อยแล้ว!
ผลิตภัณฑ์
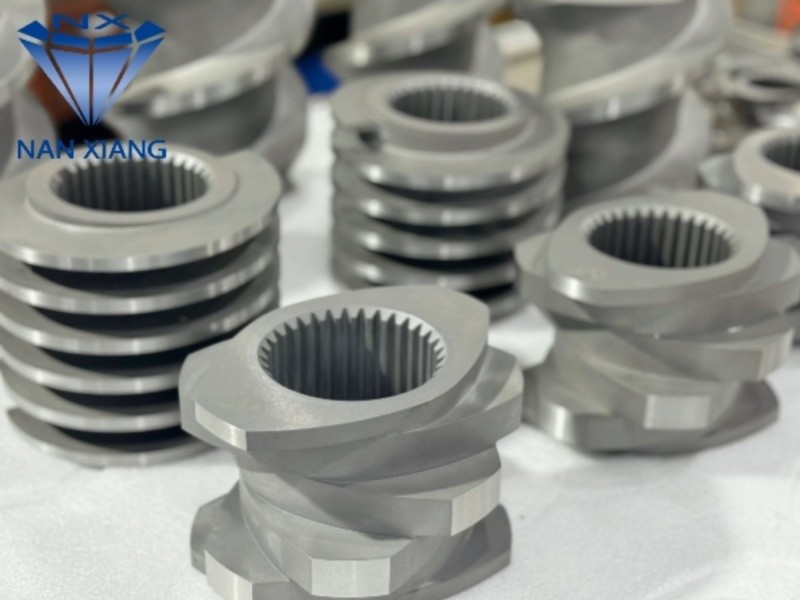
อุปกรณ์สกรู extruder: บทบาทสําคัญขององค์ประกอบการผสม
หม้อ หมุน หมุน หมุน หมุน หมุน หมุน หมุน หมุน หมุน หมุน
การ ผง ผง ผง คือ อะไร?